
(1) VE(Value engineering)は最適資源配分
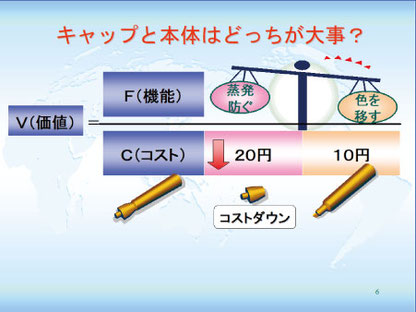
VE(Value engineering):価値工学という伝統的なコストダウン手法があります。図に示すように、VEで言う価値は「V=F÷C」の算式で示され、VはValue、FはFunction、CはCostです。つまり、価値Vは機能Fに見合うコストCをかけることです。
技術ではこのVEという手法を使って、コストダウンをします。白板に字を書くときに使うマーカーを例に取ると、マーカーはキャップと本体からなります。キャップの機能は「蒸発を防ぐ」、本体の機能は「色を移す」のように定義することを、機能定義と言います。
今度は「蒸発を防ぐ機能」と「色を移す機能」ではどちらが大事かを評価してみます。これを機能評価と言います。すると、誰でも、色を移す機能のほうが大事と答えます。ところが、キャップと本体のそれぞれのコストを調べてみると、キャップのほうが本体より高かったら、おかしいと考えます。そこで「キャップは蒸発を防げれば、もっと安い材質でもよい」というコストダウンに結びつけていくのです。つまり、VEは、価値あるものにお金をかけることなのです。コストは何らかの目的があって投入されます。そこで、アウトプットである目的を規定してから、インプットであるコストを攻めるのがコストダウンの定石です。コストをかけるときにも「何のために」の目的が重要であることがわかります。
(2)アウトプツトを規定してからインプット
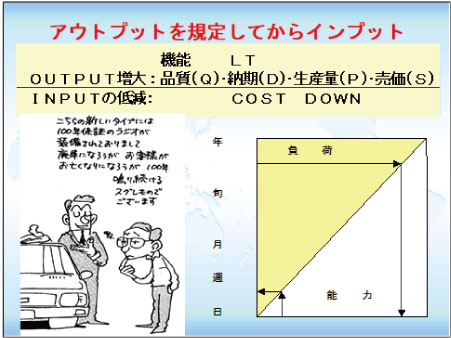
VEの考え方にあるように、工場もアウトプットレベルを向上しながら、コストダウンを図っていかなければなりません。アウトプットのレベルアップ要求はすべてコストアップ要因であり、いずれのアウトプットレベルに設定するかによってコストは違ってきます。そこで、工場は対外的要求を一早く読み取り、アウトプットレベルを規定してからインプットのコストを攻め、「負荷=能力」の状態を作り出すことになります。
製品設計や工程設計段階では負荷を決めてからそれに合う能力のコストで設計しあmす。製造段階でも年次レベルのように能力がまだ調整できる時間的余裕のあるときは、負荷を先に決めてから能力である設備・人・材料を準備します。ところが、3ヶ月、月次、週、日のレベルになると、能力は次第に固定化し調整する時間的余裕がなくなります。そのため、高次から低次レベルまで何度も生産計画を立てながら負荷を予測し、日次レベルでも負荷=能力で着地できるように調整します。しかし、予測には誤差があり今日になっての負荷変動も避けられません。そのときでも、負荷=能力を維持するには、逆に持っている能力に負荷を合わせる、つまり、能力を目一杯使う方がよい時もあります。
(3) IE(インダストリアルエンジニアリング)不在の工場管理(生産要素の最適組合せ)
20世紀初頭、経営管理の原点とされる「科学的管理法」が米国のF.テイラーにより提唱され、その後IE(Industrial Engineering)という学問体系にまとめられて、多くの国で活用されてきました。
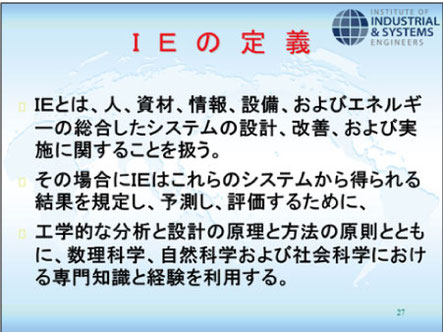
IISE(米国IE協会)はIEを図のように定義しています。
戦後、日本でもIEは導入されましたが、QCサークルの現場改善ツールとして提供されました。しかし、それは本来のIEの定義とは異なる日本独特な使い方でした。
日本の多くの工場が過大設備や在庫低減ばかりに走ったりする現実を見ると、人、資材、情報、設備、エネルギーの生産要素の最適組み合わせの生産システムとはほど遠い現実が見られます。また、現場で使われているIEがムダ取り改善手法のような使い方が、5つの生産要素の最適組み合わせの設計、改善、実施と言えるでしょうか。
(4) コストは生産の5要素の最適組合せ
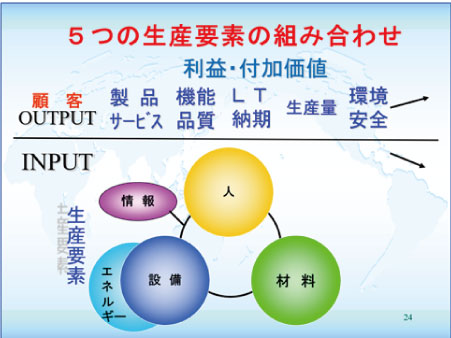
規定したアウトプットレベル達成するために、生産要素の最適組み合わせをすることがインプットである最小コストを作り出すことです。生産要素は人(People)、資材(Materials)、情報(Information)、設備(Equipment)、エネルギー(Energy)の5つです。先のIEの定義では、人がMenからPeopleに変わり、情報(Information)が新たな生産要素として追加され5つの生産要素になりました。
技術部門ではこの5つの要素の最適組み合わせを考えて製品や工程を設計し、これを標準とします。多くの工場では、5つの生産要素の中で設備が過大になる傾向があります。人から設備に置き換える判断基準はコスト的なメリットがあるかどうかです。これも、賃金の高い国内と賃金の安い海外の場合では組み合わせが変わるのは当然です。
さらに、量産段階に入ると前提条件としていた生産量が変化します。ここに新たな、人、材料、設備、エネルギーの最適組み合わせを模索することになります。




コメントをお書きください